
Stratasys J5 Dentajet, multimaterial y de gran volumen
16 marzo, 2021
Peopoly Phenom Prime, adiós 4K, hola 5,5K monocromo y enorme
18 marzo, 2021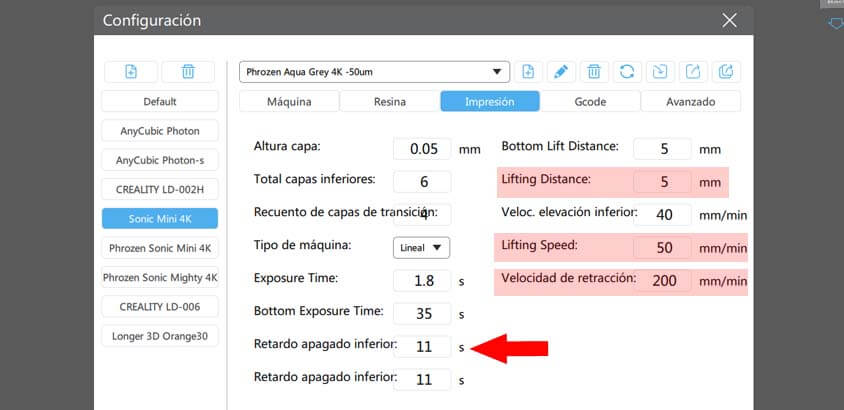
Son muchos los ajustes en Chitubox que desconocemos y que son vitales para que nuestra impresión de resina no acabe en fallo, como el light-off delay.
Altura de capa, tiempos de exposición, capas base… El slicer para las impresoras DLP y MSLA contiene montones de ajustes que son claves para que nuestra impresión no sea un desastre.
En Chitubox ya sabéis trabajar con los parámetros más esenciales, pero aún existen unos cuantos parámetros que muchos de vosotros desconocéis.
Seguramente ya dominaréis las capas base, o el tiempo de exposición para lograr un perfecto curado, pero ¿conocéis que es un parámetro denominado light-off delay?
Como sabéis en nuestras impresoras MSLA la base de impresión se eleva tras el curado de cada capa, y pasados unos segundos vuelve a bajar y a sumergirse en la resina de la cubeta para que se vuelva a crear una nueva capa de nuestra pieza.
El light-off delay de Chitubox es el gran desconocido de los settings
Y así sucesivamente. Pero ese tiempo que tarda en subir y bajar, o la velocidad a la que lo hace también deben ajustarse. Y aquí intervienen el light-off delay, que traducido en Chitubox aparece como «Retardo apagado inferior».
También debe ajustarse la velocidad a la que sube y baja la base de impresión, y la altura a la que debe elevarse la base, pero de ello hablaremos otro día.
El «Retardo del apagado inferior» es una cifra que refleja la suma de tiempos desde que la luz UV led -que solidifica la resina- se apaga, hasta que la base de impresión vuelve a estar dentro de la resina en contacto con la lámina FEP, y se proyecta un nuevo slice -y la luz UV led vuelve a encenderse.
Ajustar correctamente este parámetro puede significar el éxito o el fracaso de nuestra impresión
Este tiempo de «reposo» es vital para lograr que la fuente de luz UV led se refrigere, para que la capa creada se despegue correctamente de la lámina FEP y para que la resina de la cubeta fluya y vuelva a llenar el hueco dejado por la base de impresión al elevarse, y se estabilice antes de crearse una nueva capa.
Seguramente ya habréis adivinado que si una resina es muy fluida necesitará menos tiempo para estabilizarse, y si una resina es más viscosa necesitará más tiempo para ello. En la marca Phrozen han hecho mucho hincapié en este parámetro y hay que agradecerlo -ellos proporcionan estos datos.
O sea que el light-off delay deberá ser ligeramente mayor si una resina es menos fluida. No influye en exceso pero siempre es mejor tenerlo en cuenta.
Para calcular el light-off delay correcto en Phrozen nos han facilitado la vida ya que han proporcionado una calculadora online.
En esta calculadora deberemos introducir la altura a la que se elevará la base de impresión -suele estar entre 4 y 7 mm-, la velocidad de subida -entre 40 y 100 mm/min- y la velocidad de descenso o retracción -que suele estar entre 150 y 200 mm/min- (son los parámetros sombreados en rojo de la imagen).
Tal y como os hemos comentado en otro artículo hablaremos del ajuste y el por qué de las velocidades y alturas de la base de impresión.
Tras introducir estas cifras veréis que en la parte inferior de la tabla calculadora aparecerá el número mágico, la cifra del light-off delay que deberemos introducir en Chitubox -indicado con una flecha roja en la imagen del artículo.
Ajustando correctamente el light-off delay nos aseguraremos que nuestro porcentaje de impresiones fallidas disminuya considerablemente.





